Является наиболее прогрессивным способом восстановления изношенных деталей машин и нанесения износостойких покрытий (сплавов, порошков, полимеров,…) на рабочую поверхность при изготовлении деталей.
Плазмой называется высокотемпературный сильно ионизированный газ, состоящий из молекул, атомов, ионов, электронов, световых квантов и др.
При дуговой ионизации газ пропускают через канал и создают дуговой разряд, тепловое влияние которого ионизирует газ, а электрическое поле создает направленную плазменную струю. Газ может ионизироваться также под действием электрического поля высокой частоты. Газ подается при 23 атмосферах, возбуждается электрическая дуга силой 400-500 А и напряжением 120-160 В Ионизированный газ достигает температуры 10-18 тыс. о С, а скорость потока - до 15000 м/сек. Плазменная струя образуется в специальных горелках - плазмотронах. Катодом является неплавящий вольфрамовый электрод.
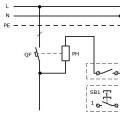
В зависимости от схемы подключения анода различают (см.рис.1) :
1. Открытую плазменную струю (анодом является деталь или пруток). В этом случае происходит повышенный нагрев детали. Используется эта схема при резке металла и для нанесения покрытий.
2. Закрытую плазменную струю (анодом является сопло или канал горелки). Хотя температура сжатой дуги на 20 …30% в этом случае выше, но интенсивность потока ниже, т.к. увеличивается теплоотдача в окружающую среду. Схема используется для закалки, металлизации и напыливания порошков.
3. Комбинированная схема (анод подключается к детали и к соплу горелки). В этом случае горят две дуги, Схема используется при наплавке порошком.
Рис.1. Схема плазменной сварки открытой и закрытой плазменной струей .
Наплавку металла можно реализовать двумя способами:
1-струя газа захватывает и подает порошок на поверхность детали;
2-вводится в плазменную струю присадочный материал в виде проволоки, прутка, ленты.
В качестве плазмообразующих газов можно использовать аргон, гелий, азот, кислород, водород и воздух. Наилучшие результаты сварки получаются с аргоном.
Достоинствами плазменной наплавки являются:
1. Высокая концентрация тепловой мощности и возможность минимальной ширины зоны термического влияния.
2. Возможность получения толщины наплавляемого слоя от 0,1 мм до нескольких миллиметров.
3. Возможность наплавления различных износостойких материалов (медь, пластмасса) на стальную деталь.
4. Возможность выполнения плазменной закалки поверхности детали.
5. Относительно высокий К. П. Д. дуги (0.2-0.45).
Очень эффективно использовать плазменную струю для резки металла, т.к. газ из-за высокой скорости очень хорошо удаляет расплавленный металл, а из-за большой температуры он плавится очень быстро.
Установка (рис. 2.) состоит из источников питания, дросселя, осциллятора, плазменной головки, приспособлений подачи порошка или проволоки, системы циркуляции воды и т.д.
Для источников питания важно выдержка постоянным произведение J U, т.к. мощность определяет постоянство плазменного потока. В качестве источников питания применяют сварочные преобразователи типа ПСО - 500. Мощность определяется длиной столба и объемом плазменной струи. Можно реализовать мощности свыше 1000 кВт.
Подача порошка осуществляется с помощью специального питателя, в котором, вертикально расположенный, ротор лопатками подает порошок в струю газа. В случае использования сварочной проволоки подача ее выполняется аналогично как и при наплавке под слоем флюса.
Путем колебания горелки в продольной плоскости с частотой 40-100 мин -1 за один проход получают слой наплавленного металла шириной до 50 мм. У горелки имеется три сопла: внутреннее для подачи плазмы, среднее для подачи порошки и наружное для подачи защитного газа.

Рис.2. Схема плазменного наплавления порошка .
При наплавке порошков реализуется комбинированная дуга, т. е. одновременно будут гореть открытая и закрытая дуги. Регулировкой балластных сопротивлений можно регулировать потоки мощности на нагрев порошка и на нагрев и оплавление металла детали. Можно добиться минимального проплавления основного материала, следовательно будет небольшая тепловая деформация детали.
Поверхность детали необходимо готовить к наплавке более тщательно чем при обычной электродуговой или газовой сварке, т.к. при этом соединение происходит без металлургического процесса, поэтому посторонние включения уменьшают прочность наплавленного слоя. Для этого производится механическая обработка поверхности (проточка, шлифование, пескоструйная обработка,...) и обезжиривание. Величину мощности электрической дуги подбирают такой, чтобы сильно не нагревалась деталь, и чтобы основной металл был на грани расплавления.
Технологический процесс нанесения покрытий при расплавлении как присадочного материала (прутков, проволок, трубок, стержней, лент, порошков), так и поверхностного слоя наплавляемой металлической поверхности. В зависимости от вида источника нагрева наплавка может производиться при помощи теплоты газового пламени (газопламенная), электрической дуги (электродуговая в среде защитного газа, под флюсом и др.), расплавленного шлака (электрошлаковая), концентрированных источников энергии - сжатой дуги (плазменная), лазерного луча (лазерная) и др. методами.
Назначение
Изготовление деталей с износо- и коррозионностойкими свойствами поверхности, а также восстановление размеров изношенных и бракованных деталей, работающих в условиях высоких динамических, циклических нагрузок или подверженных интенсивному изнашиванию.
Выбор способа
Выбор и использование конкретного способа наплавки определяется условиями производства, количеством, формой и размерами наплавляемых деталей, допустимым перемешиванием наплавленного и основного металла, технико-экономическими показателями, а также величиной износа. Выбор типа материала покрытия производится в соответствии с условиями эксплуатации деталей. В качестве присадочного материала при наплавке деталей во многих случаях наиболее эффективно использование порошков, которые технологичны в изготовлении и обеспечивают получение химического и фазового состава покрытия в широких пределах.
Достоинства
- нанесение покрытий значительных толщин;
- отсутствие ограничений по размерам наплавляемых поверхностей;
- получение требуемых размеров восстанавливаемых деталей путем нанесения материала того же состава, что и основной металл;
- использование не только для восстановления размеров изношенных и бракованных деталей, но и ремонта изделий за счет залечивания дефектов (раковин, пор, трещин);
- низкое тепловложение в основной металл при плазменной наплавке;
- многократное проведение процесса восстановления и, следовательно, высокая ремонтоспособность наплавляемых деталей;
- высокая производительность;
- относительная простота и малогабаритность оборудования, легкость автоматизации процесса.

Недостатки
- возможность изменения свойств наплавленного покрытия из-за перехода в него элементов основного металла;
- изменение химического состава основного и наплавленного металла вследствие окисления и выгорания легирующих элементов в околошовной зоне;
- возникновение повышенных деформаций за счет термического воздействия;
- образование больших растягивающих напряжений в поверхностном слое детали, достигающих 500 МПа и снижение характеристик сопротивления усталости;
- возможность структурных изменений в основном металле, в частности, образование крупнозернистой структуры, новых хрупких фаз;
- возможность возникновения трещин в наплавленном металле и зоне термического влияния и, как следствие ограниченный выбор сочетаний основного и наплавленного металлов;
- наличие больших припусков на механическую обработку, приводящих к существенным потерям металла наплавки и повышению трудоемкости механической обработки наплавленного слоя;
- требования преимущественного расположения наплавляемой поверхности в нижнем положении;
- использование в отдельных случаях предварительного нагрева и медленного остывания наплавляемого изделия, что увеличивает трудоёмкость и длительность процесса;
- трудность наплавки мелких изделий сложной формы.
Плазменная наплавка
Плазменными называются производственные технологии, использующие воздействие плазмы (четвертого агрегатного состояния вещества) на различные материалы с целью изготовления, обслуживания, ремонта и/или эксплуатации изделий. При плазменной наплавке нагрев детали и присадочного материала осуществляется электродуговой плазмой, которая генерируется дугой прямого действия сжатой плазмообразующим соплом и плазмообразующим газом или дугой косвенного действия, горящей между электродом и плазмообразующим соплом (между электродом и присадочной проволокой) или двумя дугами одновременно.
Плазменно-порошковая наплавка
При плазменно-порошковой наплавке применяется как процесс, использующий одну дугу прямого действия, так и двухдуговой РТА процесс (plasma transferred arc), где действует одновременно дуга прямого действия, горящая между электродом и изделием, и дуга косвенного действия, горящая между электродом и плазмообразующим соплом (рис. 1). В связи с тем, что традиционно процесс нанесения покрытий с использованием косвенной дуги называется плазменным напылением, а с применением дуги прямого действия - плазменной наплавкой, PTA процесс получил название плазменная наплавка-напыление.
 Рис. 1. Схемы плазмотронов для сварки (а), наплавки (а, б), напыления (в, г), финишного плазменного упрочнения (г), закалки (а – без ПП), где ПГ – плазмообразующий газ, ЗГ – защитный газ, ТГ – транспортирующий газ, ДГ – фокусирующий газ, ПП – присадочная проволока; П – порошок или реагенты для упрочнения
Рис. 1. Схемы плазмотронов для сварки (а), наплавки (а, б), напыления (в, г), финишного плазменного упрочнения (г), закалки (а – без ПП), где ПГ – плазмообразующий газ, ЗГ – защитный газ, ТГ – транспортирующий газ, ДГ – фокусирующий газ, ПП – присадочная проволока; П – порошок или реагенты для упрочнения
Процесс плазменной наплавки-напыления можно охарактеризовать как метод нанесения порошковых покрытий толщиной 0,5-4,0 мм с регулируемым вводом тепла в порошок и изделие плазмотроном с двумя горящими дугами прямого и косвенного действия. Косвенная (пилотная, дежурная) дуга используется для расплавления присадочного порошка, а основная дуга - для оплавления поверхностного слоя детали и поддержания необходимой температуры порошка на детали. Раздельное регулирование параметров основной и косвенной дуги обеспечивает эффективное расплавление порошка при минимальном нагреве поверхности детали.
Основные преимущества плазменной наплавки-напыления:

- минимальное термическое воздействие на основной металл;
- минимальное перемешивание основного и наплавленного металла;
- высокий коэффициент использования присадочного материала;
- незначительные припуски на механическую обработку;
- минимальные деформации наплавленной детали;
- равномерность высоты наплавленного слоя;
- высокая стабильность процесса.
В табл. 1 представлены отличительные характеристики плазменной наплавки-напыления от ближайших аналогов. Так покрытия, наносимые плазменной наплавкой с использованием дуги прямого действия, обеспечивают чрезмерное оплавление основного металла и его перемешивание с присадочным материалом, а покрытия, наносимые плазменным напылением, не являются беспористыми и ограничены толщиной порядка 1 мм (за пределами которой возможно растрескивание вследствие высоких внутренних напряжений).
Таблица 1. Основные свойства покрытий, наносимых плазменными методами
Вид плазмотронов для процесса плазменной наплавки-напыления представлен на рис. 2.



Рис. 2. Плазмотроны для плазменной наплавки-напыления
Сравнительные характеристики всех производственных плазменных технологий приведены в табл. 2 (положительные стороны процессов выделены серой заливкой ячеек, а наибольшие преимущества отмечены жирным шрифтом), а на рис. 3 представлены варианты их использования.
Таблица 2. Характеристики плазменных технологий
| Характеристика | Сварка | Наплавка | Напыление | ФПУ | Закалка |
| Схема обработки | |||||
| Толщина обрабатываемых деталей, мм | 0,5 - 10 | более 2 | любая | любая | более 3 |
| Толщина покрытия (или глубина закалки без оплавления), мм | - | большая (1-4) | средняя (0,1-1,0) | малая (0,0005-0,003) | средняя (0,3-1,5) |
| Прочность соединения покрытия с основой | - | высокая | понижен-ная | высокая | – |
| Интегральная температура основы, оС | высокая (200-1000) | высокая (200-1000) | низкая (100-200) | низкая (100-200) | низкая (200-300) |
| Термическая деформация изделия | пониженная | есть | нет | нет | есть |
| Структурные изменения основы | есть | значительные | нет | минимальные | есть |
| Предварительная подготовка поверхности основы | очистка от окалины и органики | абразивно-струйная обработка | очистка от органики (обезжиривание) | очистка от окалины и органики | |
| Пористость покрытия | - | нет | есть | минимальная | – |
| Сохранение класса шероховатости поверхности | – | нет | нет | да | да |
| Поверхность может иметь повышенную твердость | – | да | да | да | да |
| Покрытие может быть износостойким | – | да | да | да | да |
| Покрытие может быть жаростойким (до 1000оС) | – | да | да | да | – |
| Покрытие может быть диэлектрическим | – | нет | да | да | – |
| Расходы на материал покрытия (присадки) | пониженные | высокие | средние | низкие | нет |
| Возможность сохранения высокой твердости основы | нет | ограниченная | да | да | да (вне ЗТВ) |
| Возможность обработки острых кромок | – | да (с доп. механи-ческой обработ-кой) | как правило – нет | да | да (ограни-ченно) |
| Возможность эксплуатации покрытий при ударных нагрузках | – | да | нет | да | да |
| Необходимость дополнительной механической обработки покрытий | – | как правило - да | как правило - да | нет | – |
| Экологическая чистота технологии | высокая | средняя | низкая | высокая | высокая |
| Затраты на оборудование производственного участка | средние | средние | высокие | низкие | низкие |
| Отходы технологии | низкие | средние | значительные | нет | нет |
| Возможность проведения техпроцесса вручную и автоматически | в основном - автоматически | да | да | да | только автоматически |
| Возможность интеграции технологии без изменения других техпроцессов | нет | нет | нет | да | да |
Плазменная наплавка наиболее часто используется для нанесения покрытий на клапана автомобильных и судовых двигателей, различные экструдеры и шнеки, детали арматуры и другие детали. Экономическая эффективность плазменной наплавки определяется повышением долговечности наплавленных деталей при снижении расхода используемых порошковых материалов, затрат на их обработку, экономии газа.






Рис. 3. Процесс плазменной наплавки
Ссылка на книги и статьи
- Соснин Н.А., Ермаков С.А., Тополянский П.А. Плазменные технологии. Руководство для инженеров. Изд-во Политехнического ун-та. СПб.: 2013. - 406 с.
- Тополянский П.А., Тополянский А.П. Прогрессивные технологии нанесения покрытий - наплавка, напыление, осаждение. РИТМ: Ремонт. Инновации. Технологии. Модернизация. 2011, № 1 (59). - С. 28-33
- Ермаков С.А., Тополянский П.А., Соснин Н.А. Оценка качества процесса плазменной наплавки. Сварка и диагностика. 2015. № 3. - C. 17-19
- Ермаков С.А., Тополянский П.А., Соснин Н.А. Оптимизация плазменной порошковой наплавки двухдуговым плазмотроном. Ремонт. Восстановление. Модернизация. 2014. № 2. - С. 19-25
«Центр защитных покрытий - Урал» (ЦЗПУ) применяет технологию наплавки плазменно-порошковая наплавка, которая позволяет значительно повысить и стабилизировать качество наплавляемых деталей, сократить расход наплавочных материалов и затраты на механическую обработку наплавленных деталей. Брак при плазменной наплавке не превышает 1%, а его появление напрямую связано с нарушениями технологического процесса. Плазменно-порошковая наплавка осуществляется при наплавке деталей горловых колец и клапанов, чистовых стеклоформ и седел запорной арматуры порошковыми материалами. После плазменно порошковой наплавки детали способны выдерживать влияние агрессивных химических сред и повышенных температур, и при этом сохранять свои высокие прочностные характеристики. Плазменная наплавка очень эффективна при восстановлении изношенных шиберов и седел. Длительную и надежную работу наплавленных деталей запорной арматуры обеспечивают особая конструкция фонтанной арматуры и применение для наплавки седел и шиберов сплавов на никелевой основе с высокими твёрдостью и коррозионной стойкостью. Процесс плазменной наплавки обеспечивает хорошую управляемость, позволяет получать высококачественные коррозиестойкие и износостойкие покрытия в широком диапазоне материалов и деталей оборудования. Плазменная наплавка нашла применение при восстановлении ответственных деталей например — клапаны с износом фаски и стержня, кулачковые, коленчатые и распределительные валы, оси, штоки, плунжеры гидросистем, крестовины карданных шарниров, валы турбокомпрессоров, направляющие оборудования, щеки и седла задвижек, шнеки экструдеров, шнеки смесителей, детали нефтеперекачивающего оборудования и мн.др. Основная область применения плазменно порошковой наплавки это нанесение тонкослойных покрытий на нагруженные детали с малым износом.
Плазменная порошковая наплавка современный метод нанесения на поверхность изношенных изделий специальных порошковых покрытий с высоким показателем износостойкости. Высокая концентрация тепловой мощности и минимальная ширина зоны термического влияния — основное достоинство плазменной наплавки. Она выполняется для восстановления деталей машин и механизмов, а также при упрочнении механических изделий, которые подвергаются постоянным высоким нагрузкам. Плазменная порошковая наплавка дает возможность получения толщины наплавляемого слоя от 0,1 мм до нескольких миллиметров. Плазменная порошковая наплавка обеспечивает высокую работоспособность деталей за счет отличного качества наплавленного металла, его однородности, а также благоприятной структуры, определяемой специфическими условиями кристаллизации металла.


Преимущества плазменной наплавки по сравнению с другими видами нанесения износостойких покрытий сводятся к следующему. Гладкая и ровная поверхность полученных покрытий позволяет оставлять припуск на обработку 0,4…0,9 мм. Малое вложение тепла в обрабатываемую деталь обеспечивает малые деформации и термические воздействия на структуру основы. Небольшая зона термического влияния 3…6 мм и малая глубина проплавленного слоя 0,3…3,5 мм обусловливают долю основного металла в покрытии мене 5 %. При восстановлении обеспечивается высокая износостойкость наплавленных поверхностей. Наблюдается снижение усталостной прочности деталей на 10… 15 %, что намного меньше, чем при использовании некоторых других видов наплавки.
Плазменная сварка и наплавка является наиболее прогрессивным способом восстановления изношенных деталей машин и нанесения износостойких покрытий (сплавов, порошков, полимеров,…) на рабочую поверхность при изготовлении деталей.
Плазмой называется высокотемпературный сильно ионизированный газ, состоящий из молекул, атомов, ионов, электронов, световых квантов и др.
При дуговой ионизации газ пропускают через канал и создают дуговой разряд, тепловое влияние которого ионизирует газ, а электрическое поле создает направленную плазменную струю. Газ может ионизироваться также под действием электрического поля высокой частоты. Газ подается при 2 …3 атмосферах, возбуждается электрическая дуга силой 400 … 500 А и напряжением 120 … 160 В Ионизированный газ достигает температуры 10 … 18 тыс. С, а скорость потока - до 15000 м/сек. Плазменная струя образуется в специальных горелках - плазмотронах. Катодом является неплавящий вольфрамовый электрод.
Рис. 2.34. Схема плазменной сварки открытой и закрытой плазменной струей.
В зависимости от схемы подключения анода различают (рис. 2. 34) :
Открытую плазменную струю (анодом является деталь или пруток). В этом случае происходит повышенный нагрев детали. Используется эта схема при резке металла и для нанесения покрытий.
Закрытую плазменную струю (анодом является сопло или канал горелки). Хотя температура сжатой дуги на 20 …30% в этом случае выше, но интенсивность потока ниже, т.к. увеличивается теплоотдача в окружающую среду. Схема используется для закалки, металлизации и напыливания порошков.
Комбинированная схема (анод подключается к детали и к соплу горелки). В этом случае горят две дуги, Схема используется при наплавке порошком.
Наплавку металла можно реализовать двумя способами:
1-струя газа захватывает и подает порошок на поверхность детали;
2-вводится в плазменную струю присадочный материал в виде проволоки, прутка, ленты.
В качестве плазмообразующих газов можно использовать аргон, гелий, азот, кислород, водород и воздух. Наилучшие результаты сварки получаются с аргоном.
Достоинствами плазменной наплавки являются:
Высокая концентрация тепловой мощности и возможность минимальной ширины зоны термического влияния.
Возможность получения толщины наплавляемого слоя от 0,1 мм до нескольких миллиметров.
Возможность наплавления различных износостойких материалов (медь, латунь, пластмасса) на стальную деталь.
Возможность выполнения плазменной закалки поверхности детали.
Относительно высокий К. П. Д. дуги (0.2 …0.45).
Очень эффективно использовать плазменную струю для резки металла, т.к. газ из-за высокой скорости очень хорошо удаляет расплавленный металл, а из-за большой температуры он плавится очень быстро.
Установка (рис. 2.35) состоит из источников питания, дросселя, осциллятора, плазменной головки, приспособлений подачи порошка или проволоки, системы циркуляции воды и т.д.
Для источников питания важно выдержка постоянным произведение J U, т.к. мощность определяет постоянство плазменного потока. В качестве источников питания применяют сварочные преобразователи типа ПСО - 500. Мощность определяется длиной столба и объемом плазменной струи. Можно реализовать мощности свыше 1000 кВт.
Подача порошка осуществляется с помощью специального питателя, в котором, вертикально расположенный, ротор лопатками подает порошок в струю газа. В случае использования сварочной проволоки подача ее выполняется аналогично как и при наплавке под слоем флюса.
 Путем
колебания горелки в продольной плоскости
с частотой 40 …100 мин -1 за один
проход получают слой наплавленного
металла шириной до 50 мм. У горелки
имеется три сопла: внутреннее для подачи
плазмы, среднее для подачи порошки и
наружное для подачи защитного газа.
Путем
колебания горелки в продольной плоскости
с частотой 40 …100 мин -1 за один
проход получают слой наплавленного
металла шириной до 50 мм. У горелки
имеется три сопла: внутреннее для подачи
плазмы, среднее для подачи порошки и
наружное для подачи защитного газа.
Рис. 2.35. Схема плазменного наплавления порошка.
При наплавке порошков реализуется комбинированная дуга, т. е. одновременно будут гореть открытая и закрытая дуги. Регулировкой балластных сопротивлений можно регулировать потоки мощности на нагрев порошка и на нагрев и оплавление металла детали. Можно добиться минимального проплавления основного материала, следовательно будет небольшая тепловая деформация детали.
Поверхность детали необходимо готовить к наплавке более тщательно чем при обычной электродуговой или газовой сварке, т.к. при этом соединение происходит без металлургического процесса, поэтому посторонние включения уменьшают прочность наплавленного слоя. Для этого производится механическая обработка поверхности (проточка, шлифование, пескоструйная обработка,...) и обезжиривание. Величину мощности электрической дуги подбирают такой, чтобы сильно не нагревалась деталь, и чтобы основной металл был на грани расплавления.
Эффективность и проблемы плазменной наплавки стоят перед инженерами-материаловедами чрезвычайно остро. Благодаря этой технологии можно не только значительно увеличить срок эксплуатации и надежность высоконагруженных деталей и узлов, но восстановить, казалось бы, на сто процентов изношенные и разрушенные изделия.
Внедрение плазменной наплавки в технологический процесс значительно повышает конкурентоспособность машиностроительной продукции. Процесс не является принципиально новым и используется уже достаточно давно. Но он постоянно совершенствуется и расширяет технологические возможности.
Общие положения
Плазмой называется ионизированный газ. Достоверно известно, что плазму можно получить различными методами в результате электрического, температурного или механического воздействия на молекулы газа. Для ее образования необходимо оторвать отрицательно заряженные электроны от положительных атомов.
В некоторых источниках можно встретить информацию о том, что плазма является четвертым агрегатным состоянием вещества наряду с твердым, жидким и газообразным. обладает рядом полезных свойств и применяется во многих отраслях науки техники: плазменная и сплавов с целью восстановления и упрочнения высоконагруженных изделий, испытывающих циклические нагрузки, ионно-плазменное азотирование в тлеющем разряде для диффузионного насыщения и упрочнения поверхностей деталей, для осуществления процессов химического травления (используется в технологии производства электроники).

Подготовка к работе
Прежде чем приступить к наплавке, нужно настроить оборудование. В соответствии со справочными данными, необходимо подобрать и установить правильный угол наклона сопла горелки к поверхности изделия, выверить расстояние от торца горелки до детали (оно должно составлять от 5 до 8 миллиметров) и вставить проволоку (если осуществляется наплавка проволочного материала).
Если наплавка будет осуществляться путем колебаний сопла в поперечных направлениях, то необходимо выставить головку таким образом, чтобы сварной шов находился ровно посередине между крайними точками амплитуд колебания головки. Также необходимо отрегулировать механизм, который задает частоту и величину колебательных движений головки.

Технология плазменно-дуговой наплавки
Процесс наплавки довольно прост и может с успехом выполняться любым опытным сварщиком. Однако он требует от исполнителя максимальной концентрации и внимания. В противном случае можно запросто испортить заготовку.
Для ионизации рабочего газа используется мощный дуговой разряд. Отрыв отрицательных электронов от положительно заряженных атомов осуществляется за счет теплового воздействия электрической дуги на струю рабочей газовой смеси. Однако при соблюдении ряда условий возможно протекание не только под влиянием тепловой ионизации, но и за счет воздействия мощного электрического поля.
Газ подается под давлением 20-25 атмосфер. Для его ионизации необходимо напряжение 120-160 вольт с силой тока порядка 500 ампер. Положительно заряженные ионы захватываются магнитным полем и устремляются к катоду. Скорость и кинетическая энергия элементарных частиц настолько велика, что при соударении с металлом они способны сообщать ему огромную температуру - от +10...+18 000 градусов по Цельсию. При этом ионы движутся со скоростью до 15 километров в секунду (!). Установка плазменной наплавки оборудована специальным устройством под названием «плазмотрон». Именно этот узел отвечает за ионизацию газа и получение направленного потока элементарных частиц.
Мощность дуги должна быть такой, чтобы исключить оплавление основного материала. В то же время температура изделия должна быть максимально высокой, чтобы активизировать диффузионные процессы. Таким образом, температура должна приближаться к линии ликвидус на диаграмме железо-цементит.
Мелкодисперсный порошок специального состава или электродная проволока подается в струю высокотемпературной плазмы, в которой материл расплавляется. В жидком состоянии наплавка попадает на упрочняемую поверхность.

Плазменное напыление
Для того чтобы реализовать плазменное напыление, необходимо существенно увеличить скорость потока плазмы. Этого можно добиться регулировкой напряжения и силы тока. Параметры подбираются опытным путем.
Материалами при плазменном напылении служат тугоплавкие металлы и химические соединения: вольфрам, тантал, титан, бориды, силициды, окись магния и оксид алюминия.
Неоспоримым преимуществом напыления по сравнению с наплавкой является возможность получения тончайших слоев, порядка нескольких микрометров.
Данная технология применяется при упрочнении режущих токарных и фрезерных сменных а также метчиков, сверл, зенкеров, разверток и другого инструмента.

Получение открытой плазменной струи
В этом случае в роли анода выступает непосредственно сама заготовка, на которую осуществляется плазменная наплавка материала. Очевидный недостаток данного метода обработки - нагрев поверхности и всего объема детали, что может привести к структурным превращениям и нежелательным последствиям: разупрочнению, повышению хрупкости и так далее.
Закрытая плазменная струя
В этом случае в роли анода выступает непосредственно газовая горелка, точнее - ее сопло. Данный способ используется для плазменно-порошковой наплавки с целью восстановления и повышения эксплуатационных характеристик деталей и узлов машин. Особую популярность данная технология завоевала в сфере сельскохозяйственного машиностроения.
Преимущества плазменной технологии наплавки
Одним из основных преимуществ является концентрация тепловой энергии в небольшой зоне, что позволяет уменьшить влияние температуры на исходную структуру материала.
Процесс хорошо поддается управлению. При желании и соответствующих настройках аппаратуры слой наплавки может варьироваться от нескольких десятых долей миллиметра до двух миллиметров. Возможность получения контролируемого слоя особенно актуальна на данный момент, так как позволяет значительно увеличить экономическую эффективность обработки и получить оптимальные свойства (твердость, коррозионная стойкость, износостойкость и многие другие) поверхностей стальных изделий.
Еще одно не менее важное преимущество - возможность осуществлять и наплавку самых разных материалов: медь, латунь, бронза, драгоценные металлы, а также неметаллы. Традиционные методы сварки далеко не всегда могут позволить это сделать.

Оборудование для наплавки
Установка для плазменно-порошковой наплавки включает в себя дроссель, осциллятор, плазмотрон и источники питания. Также она должна быть оснащена устройством автоматической подачи гранул металлического порошка в рабочую зону и системой охлаждения с постоянной циркуляцией воды.

Источники тока для плазменной наплавки должны удовлетворять строгим требованиям постоянства и надежности. С этой ролью как нельзя лучше справляются сварочные трансформаторы.
При наплавке порошковых материалов на металлическую поверхность используется так называемая комбинированная дуга. Одновременно используются открытая и закрытая плазменная струя. Регулируя мощность этих дуг, можно менять глубину проплавления заготовки. При оптимальных режимах коробление изделий не будет проявляться. Это важно при изготовлении деталей и узлов точного машиностроения.
Устройство для подачи материала
Металлический порошок дозируется специальным устройством и подается в зону оплавления. Механизм, или принцип действия питателя, заключается в следующем: лопатки ротора выталкивают порошок в газовый поток, частицы разогреваются и прилипают к обрабатываемой поверхности. Подача порошка осуществляется через отдельное сопло. Всего в газовой горелке установлено три сопла: для подачи плазмы, для подачи рабочего порошка и для защитного газа.
Если вы используете проволоку, целесообразно использовать стандартный механизм подачи сварочного автомата для сварки под флюсом.
Подготовка поверхностей
Плазменной наплавке и напылению материалов должна предшествовать тщательная очистка поверхности от жировых пятен и других загрязнений. Если при обычной сварке позволительно производить только грубую, поверхностную очистку стыков от ржавчины и окалины, то при работе с плазмой газа поверхность обрабатываемого изделия должна быть идеально (насколько это возможно) чистой, без посторонних включений. Тончайшая пленка окислов способна значительно ослабить адгезионное взаимодействие наплавки и основного металла.
С целью подготовки поверхности под наплавку рекомендуется снять незначительный поверхностный слой металла посредством механической обработки резанием с последующим обезжириванием. Если габариты детали позволяют, то рекомендуется провести промывку и очистку поверхностей в ультразвуковой ванной.
Важные особенности наплавки металлов
Существует несколько вариантов и способов осуществления плазменной наплавки. Применение проволоки в качестве материала для наплавки значительно повышает производительность процесса по сравнению с порошками. Это объясняется тем, что электрод (проволока) выступает в роли анода, что способствует значительно более быстрому нагреву наплавляемого материала, а значит позволяет скорректировать режимы обработки в сторону увеличения.
Однако качество покрытия и адгезионные свойства явно на стороне порошковых присадок. Использование мелких частиц металла позволяет получать на поверхности равномерный слой любой толщины.
Наплавочный порошок
Использование порошковой наплавки является предпочтительным с точки зрения качества получаемых поверхностей и износостойкости, поэтому на производстве все чаще используют именно порошковые смеси. Традиционный состав порошковой смеси - кобальтовые и никелевые частицы. Сплав данных металлов обладает хорошими механическими свойствами. После обработки таким составом поверхность детали остается идеально гладкой и не возникает необходимости в ее механической доводке и устранении неровностей. Фракция частиц порошка - всего несколько микрометров.